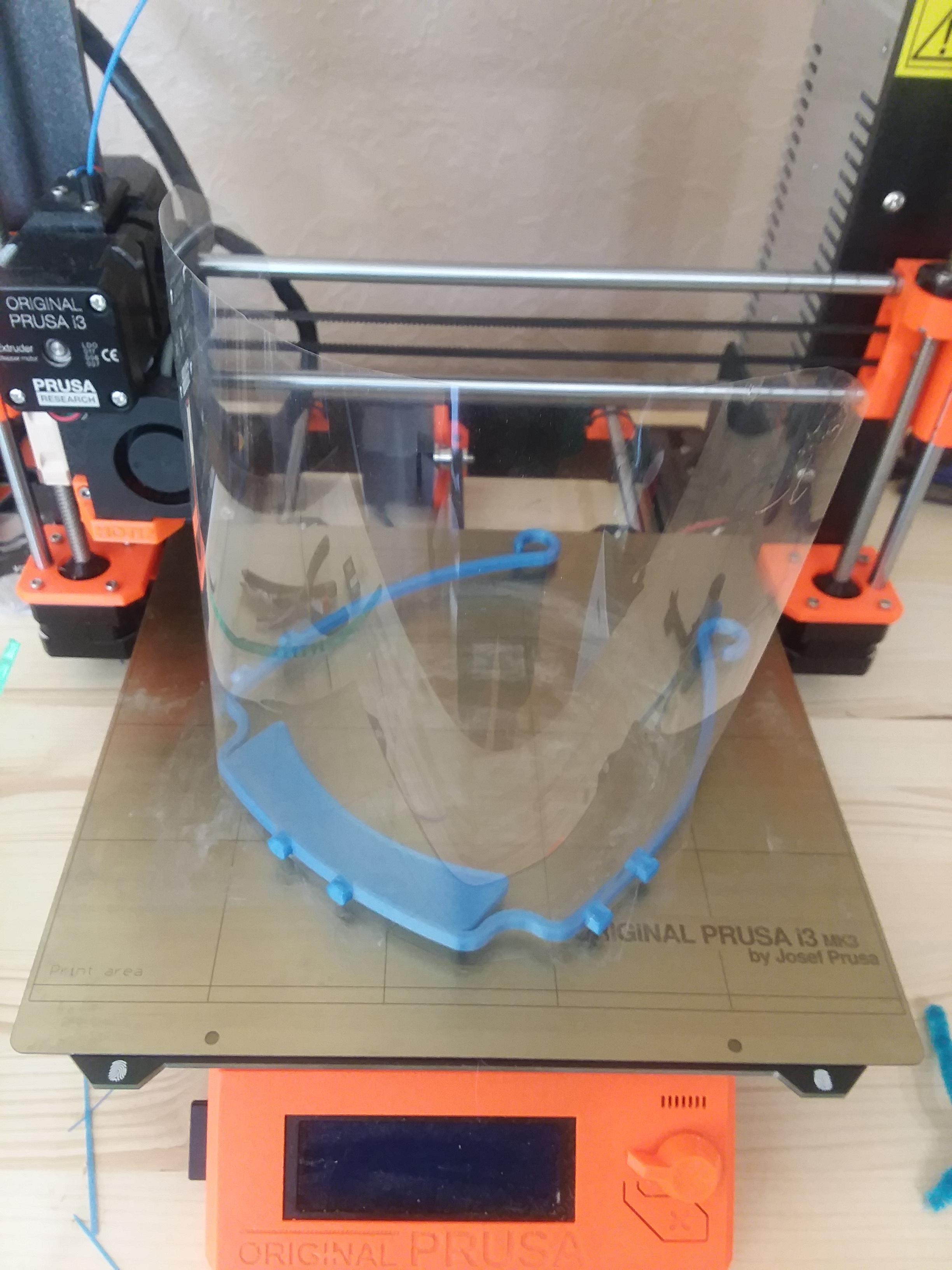
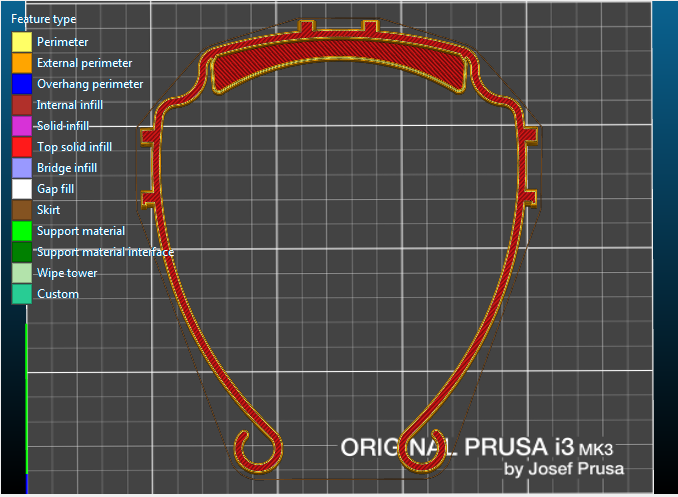
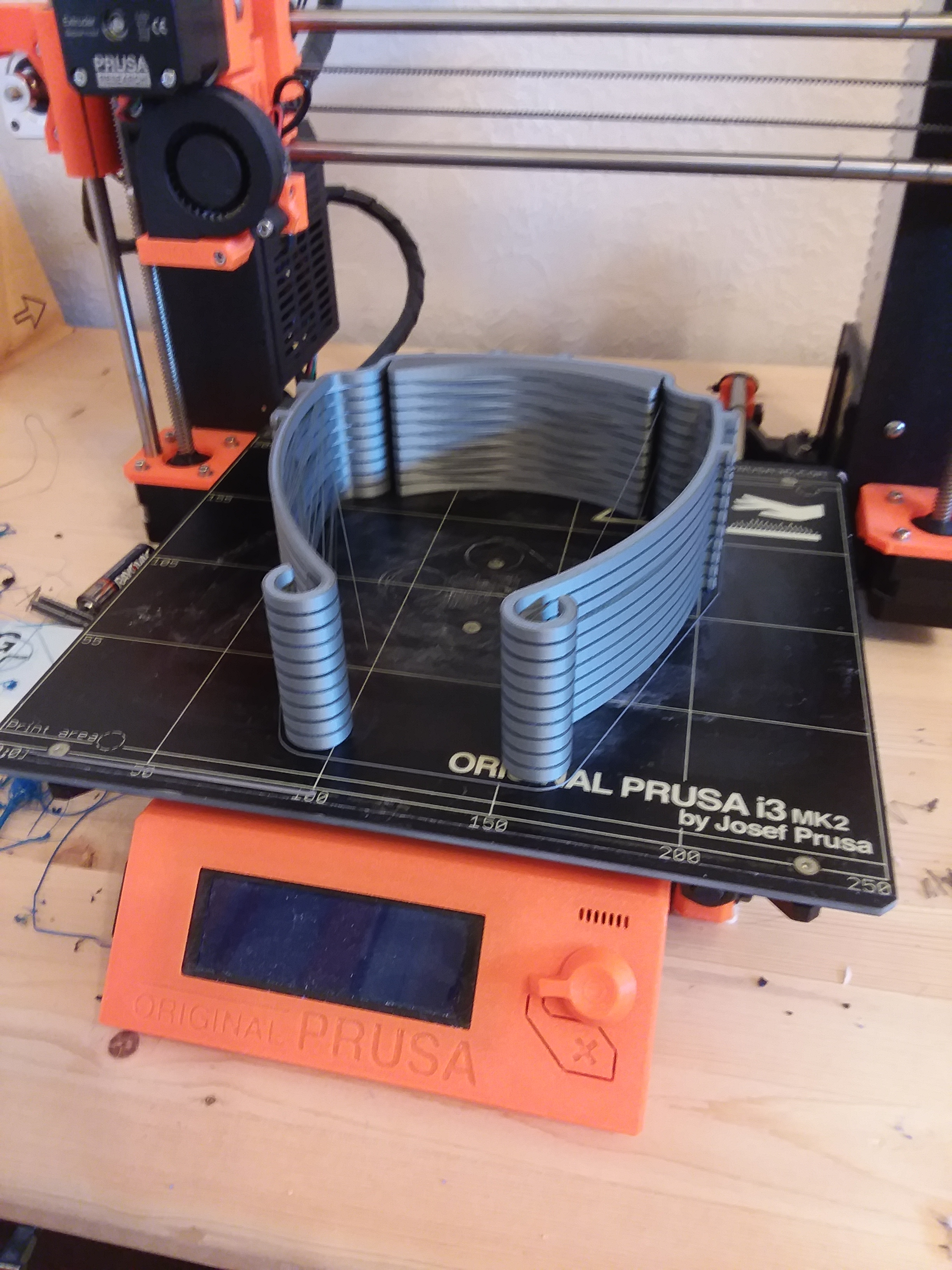
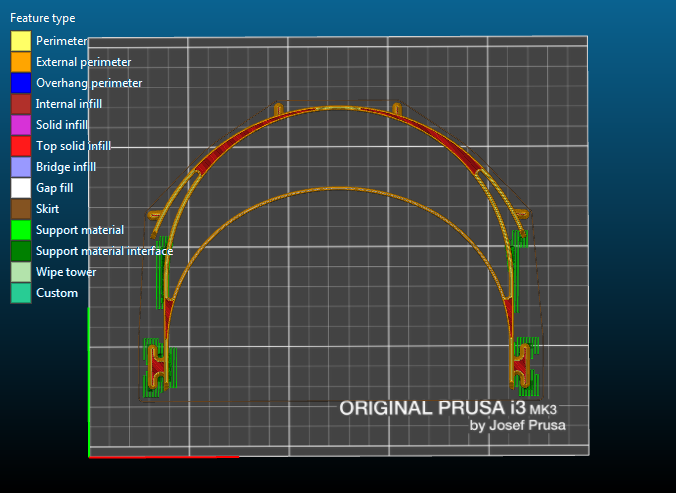
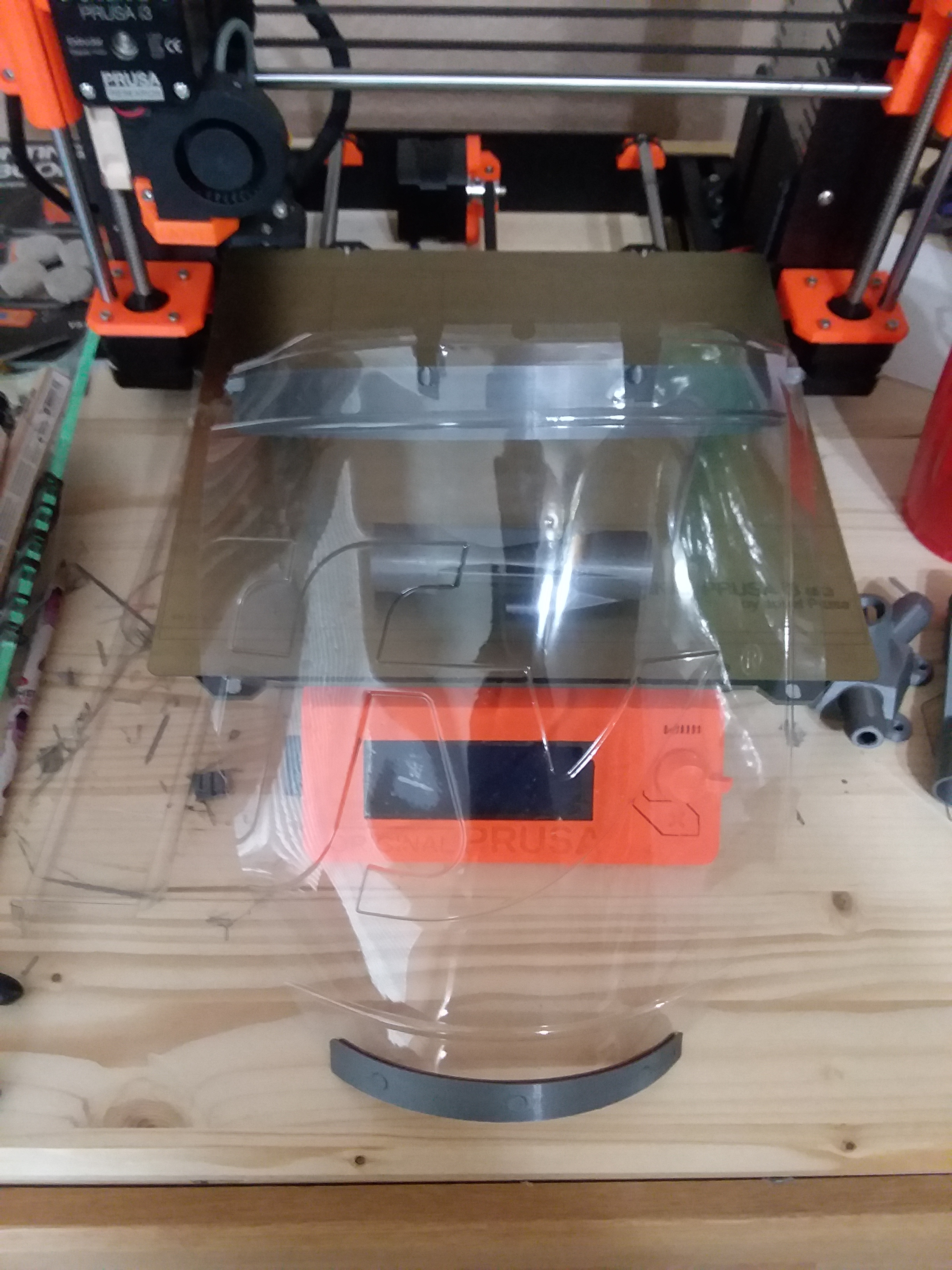
Figure caption: Three left pictures: Las Cruces Creatives holder; holder with clipped in 2x3 holes punched overhead transparancy; and stack of pre-mounted face shiel
ds. Right: 3DVerkstan holder (narrower padding).
Albuquerque: Materials Management; 2211 Lomas Blvd NE; Albuquerque, NM 87106
Instructions: drop-off in plastic bag; bulk drop-off is possible.
Dropped-off 50 frames and face shields.
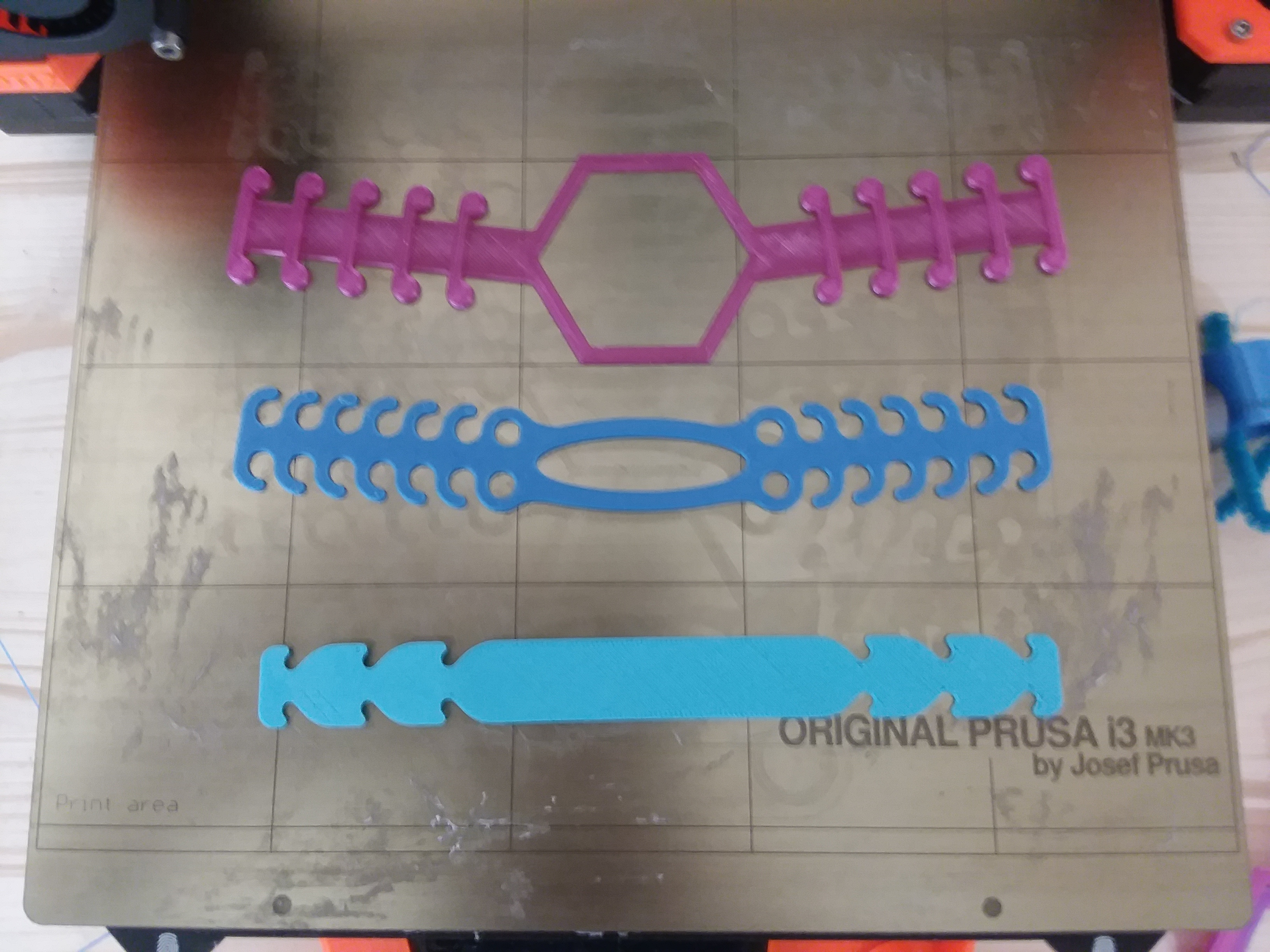
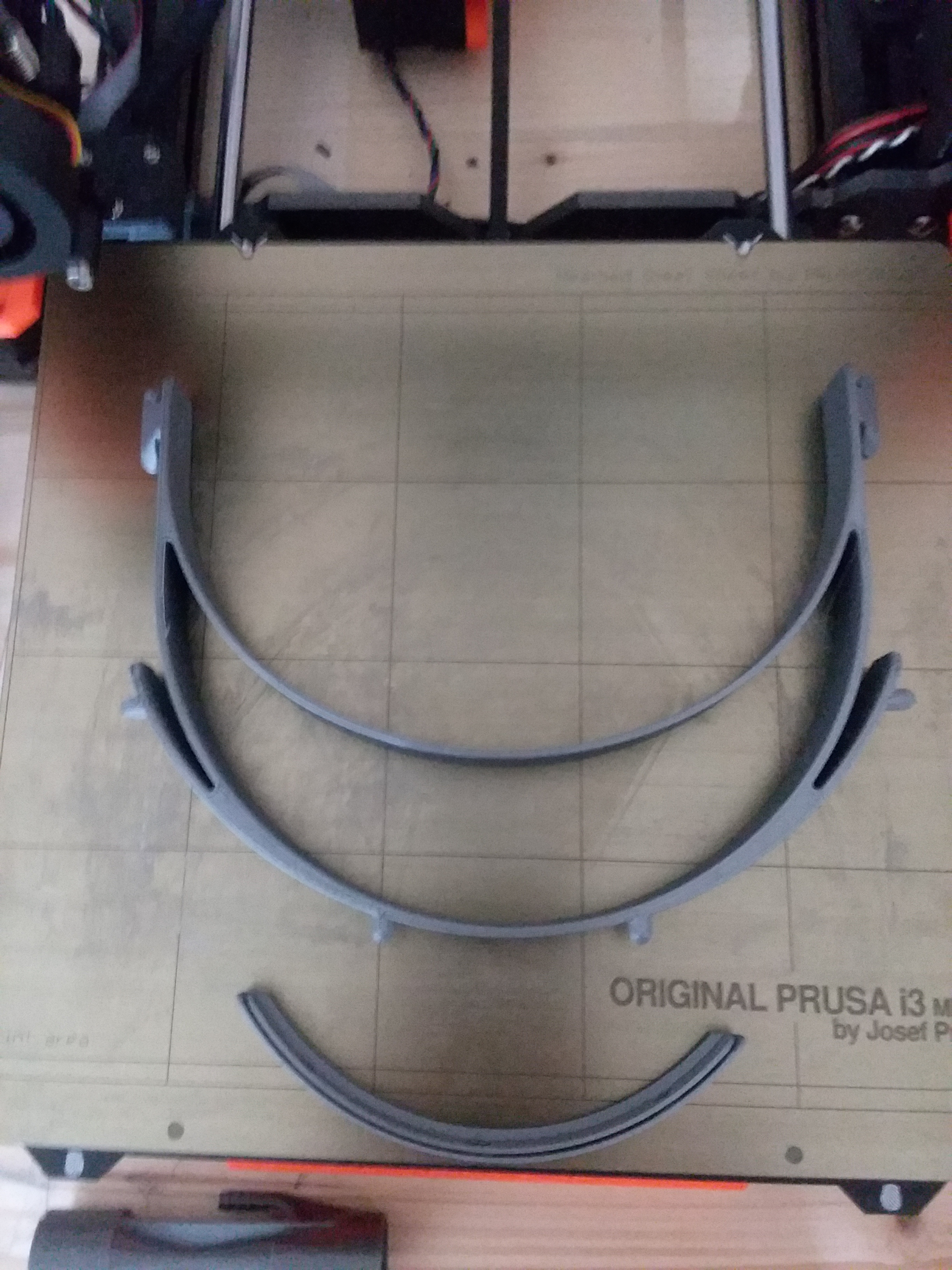
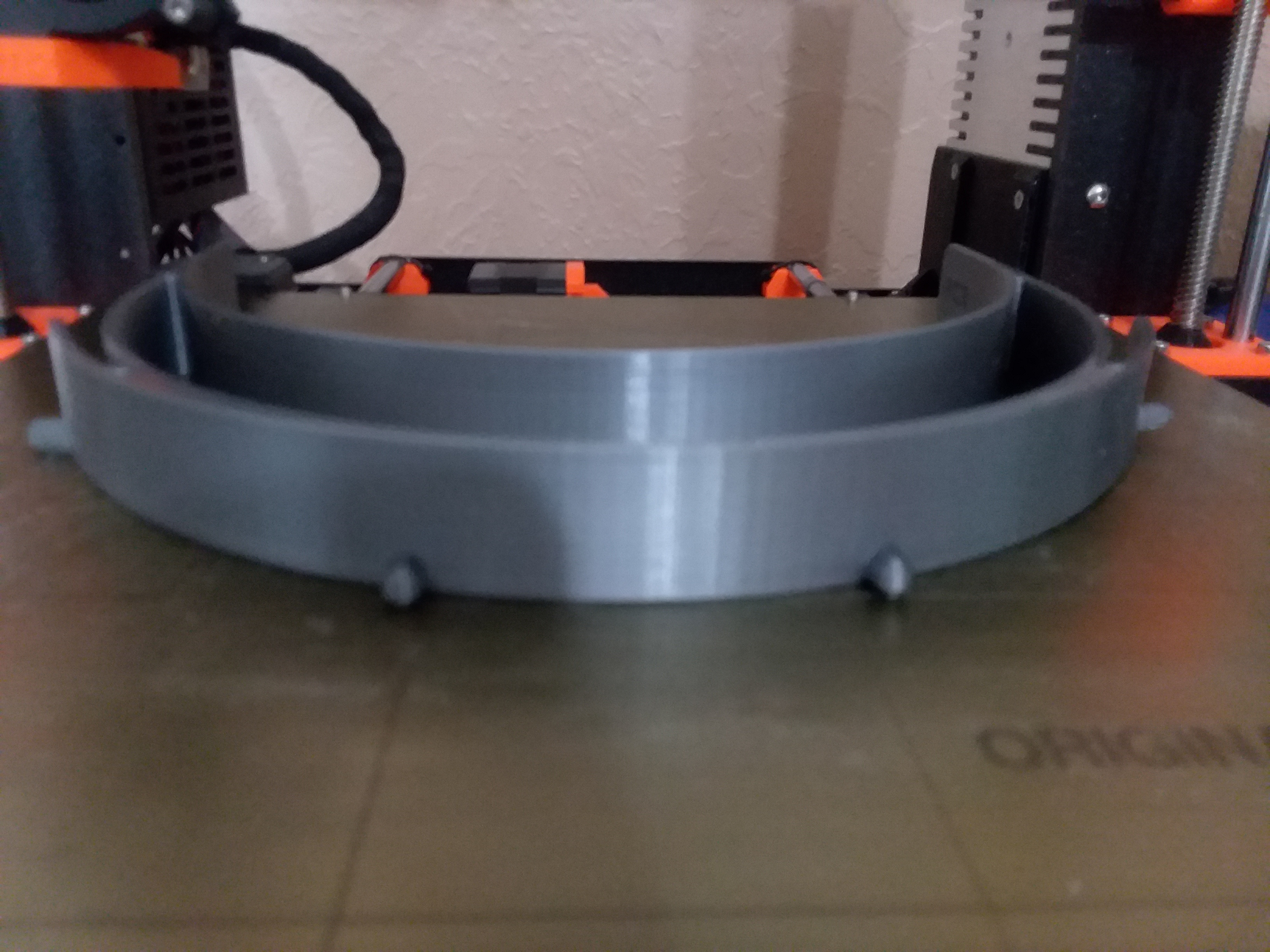
Figure caption: 3D printed Ear Savers. Headaches after wearing a facemask with straps behind your ears? The origin might be strain excerted by the strain on your ear
s. Here are a few Ear Savers that I found on Thingiverse. Top: hexagonal opening for ponytail...; middle: many adjustable options, small opening in the middle; Bottom: fewer options simpler print.
All prints take less than an hour.
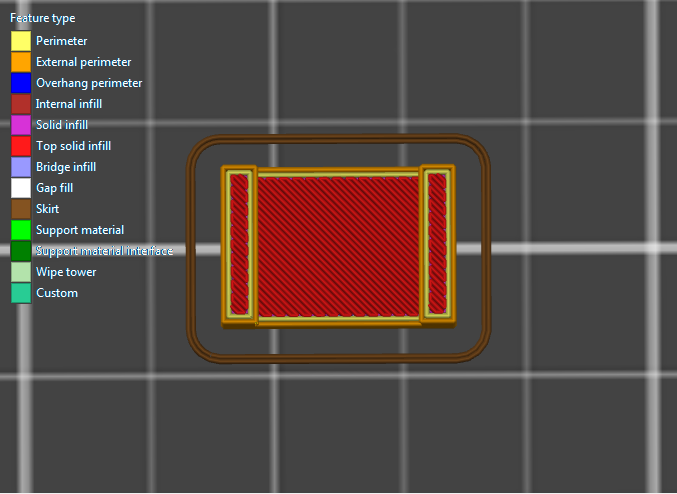
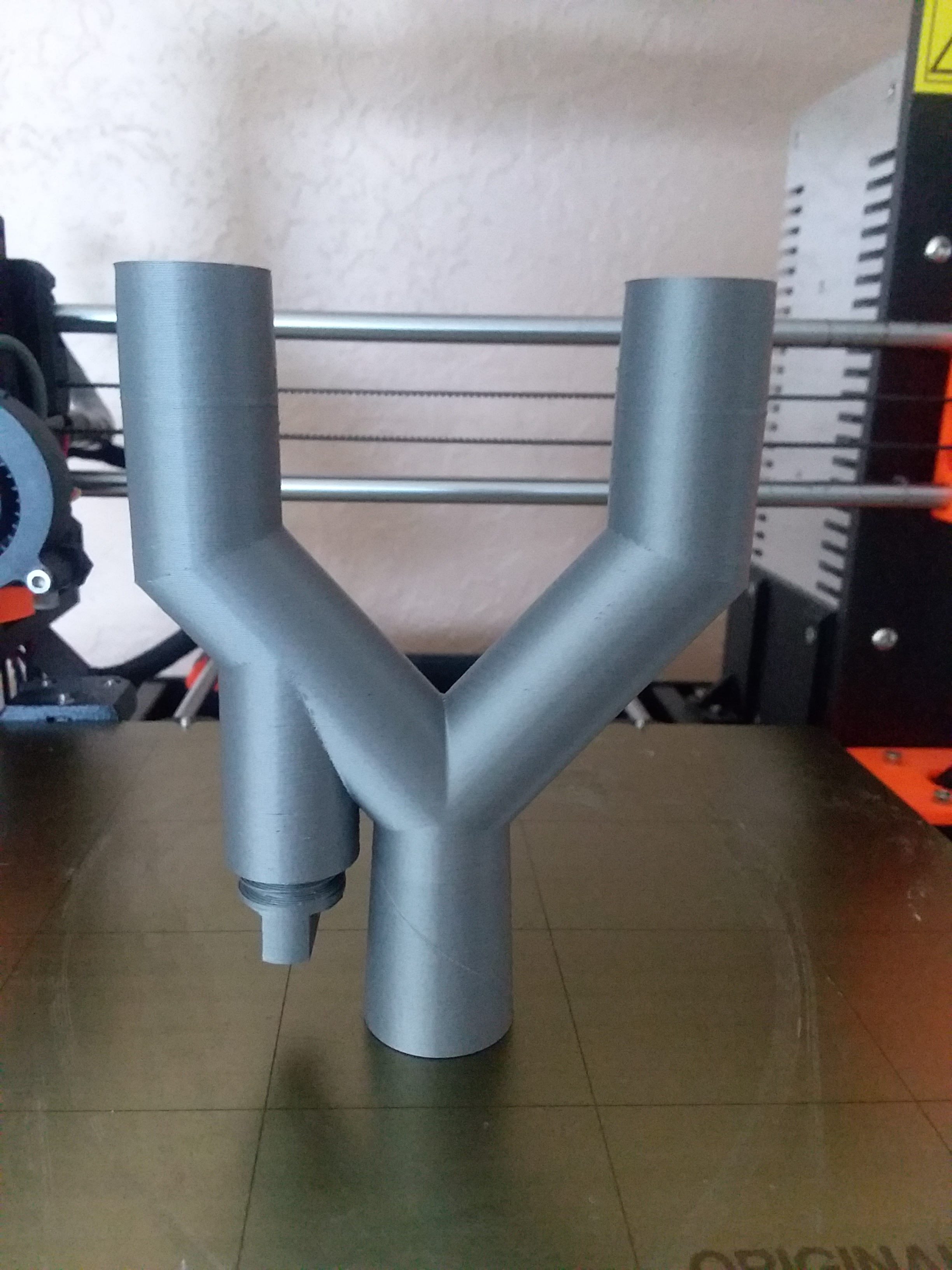
Figure caption: Design of ventilator splitters face several challenges: medical: they must be air tight; compatible with ventilator machines; individual pressure con
trol; pressure loss after splitting,... Top row:First attempt at 3D printing a splitter with pressure control (design: Galen Helms; NMSU Physics). The right picture shows th
at it is stackable to other ventilator splitters, and a venturi valve that may increase the dynamical pressure after splitting. Controlling the pressure in one outlet is likely suf
ficient since the total pressure can be controlled at the ventilator machine itself. Similarily, with or without pressure control it is easier to find to COVID-19 patients with sim
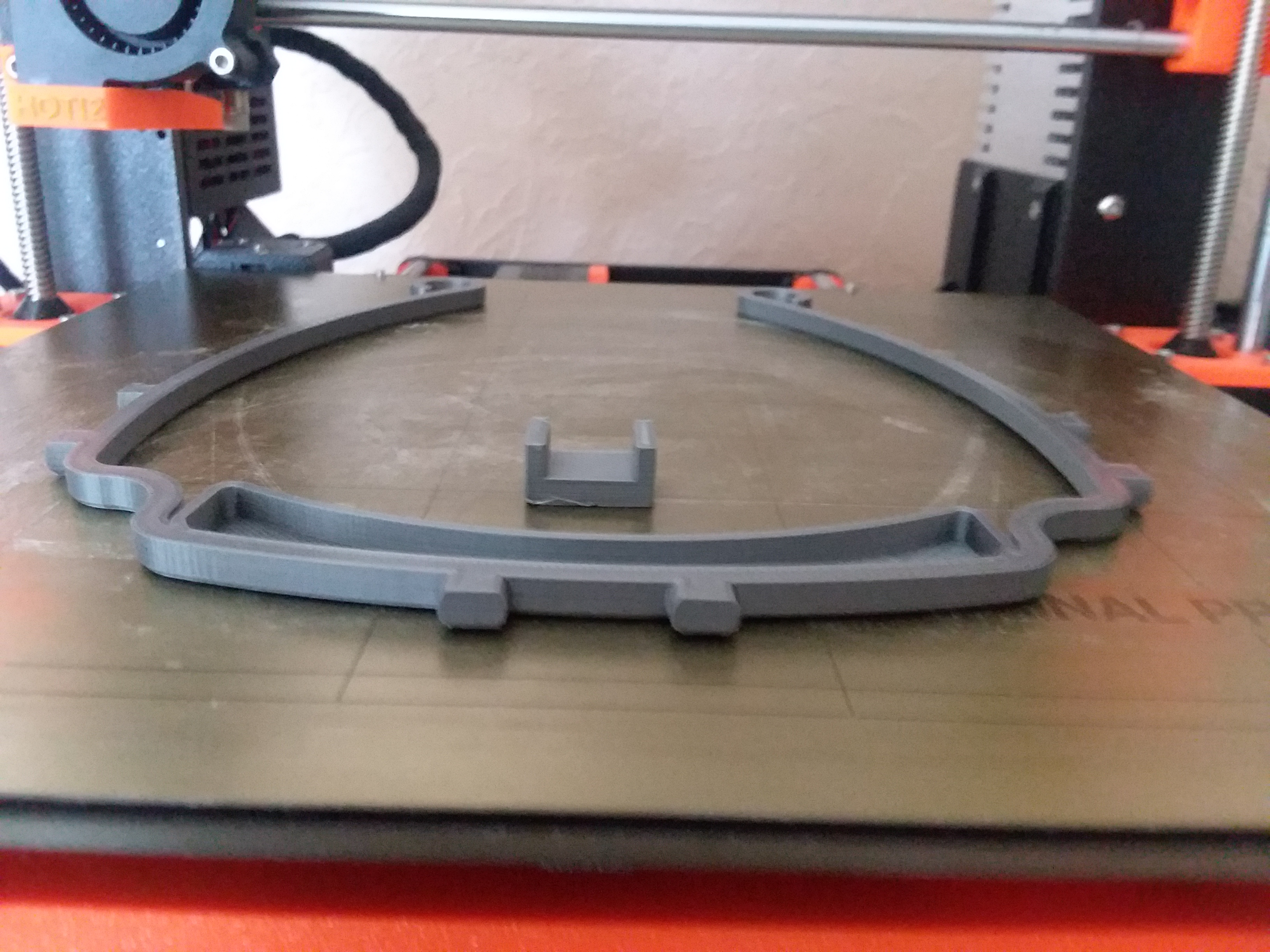
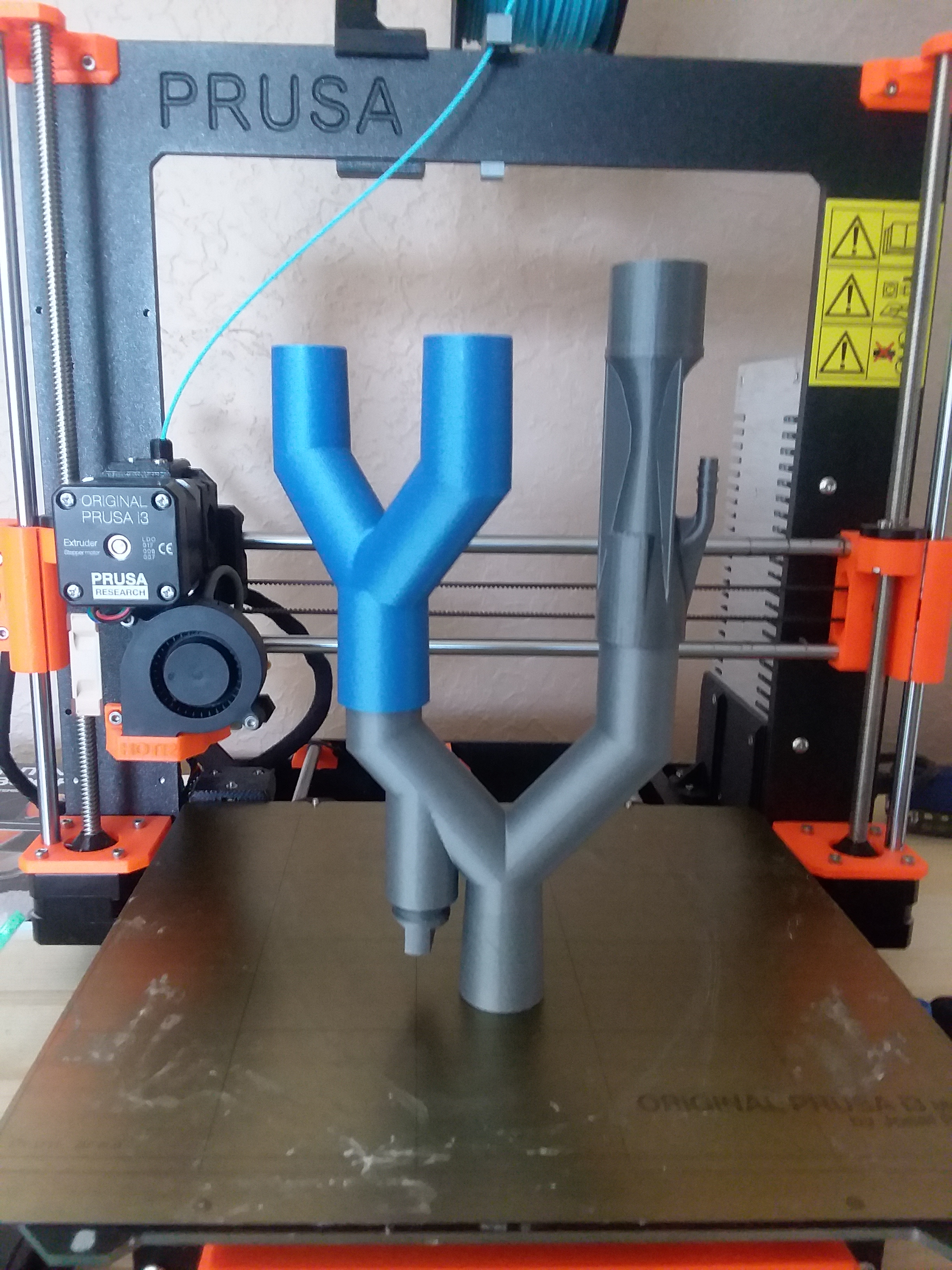
ilar pressure requirements, as compared to four patients. Therefore, I think it is easier to work with a two-way splitter. Middle row: Here is my first attempt in printing a
ventilator splitter. The stl file for the 4-way splitter was obtained from
the PRUSA webpage. Nozzle temperature 220C; bed 60C. The picture shows a tear in the printed part, and a little bit of rougher print on the leaning parts of the splitter. Keepi
ng everything the same and only changing the PLA shows drastic changes in the permeability of the walls. As a simple test, I filled the splitter with water closed the openings and
blew into one as hard as I could: for one PLA filament water droplets formed on the outside, while the other PLA filament showed no sign of water leakage. More than anything these
are concept printis, it is meant to gain experience in printing more complicated pieces and to have the necessary expertise when parts like this splitter may be needed to safe live
s. WARNING: THIS SPLITTER HAS NOT BEEN VERIFIED WITH ANY HOSPITAL OR MEDICAL CENTER TO THE BEST OF MY KNOWLEDGE. Also shown (right) is a different splitter, (link to stl file) it is stackable with the first one, but has 4 vertical shells instead of 2. It passed the first test no water leakeage even after blowing in. Thi
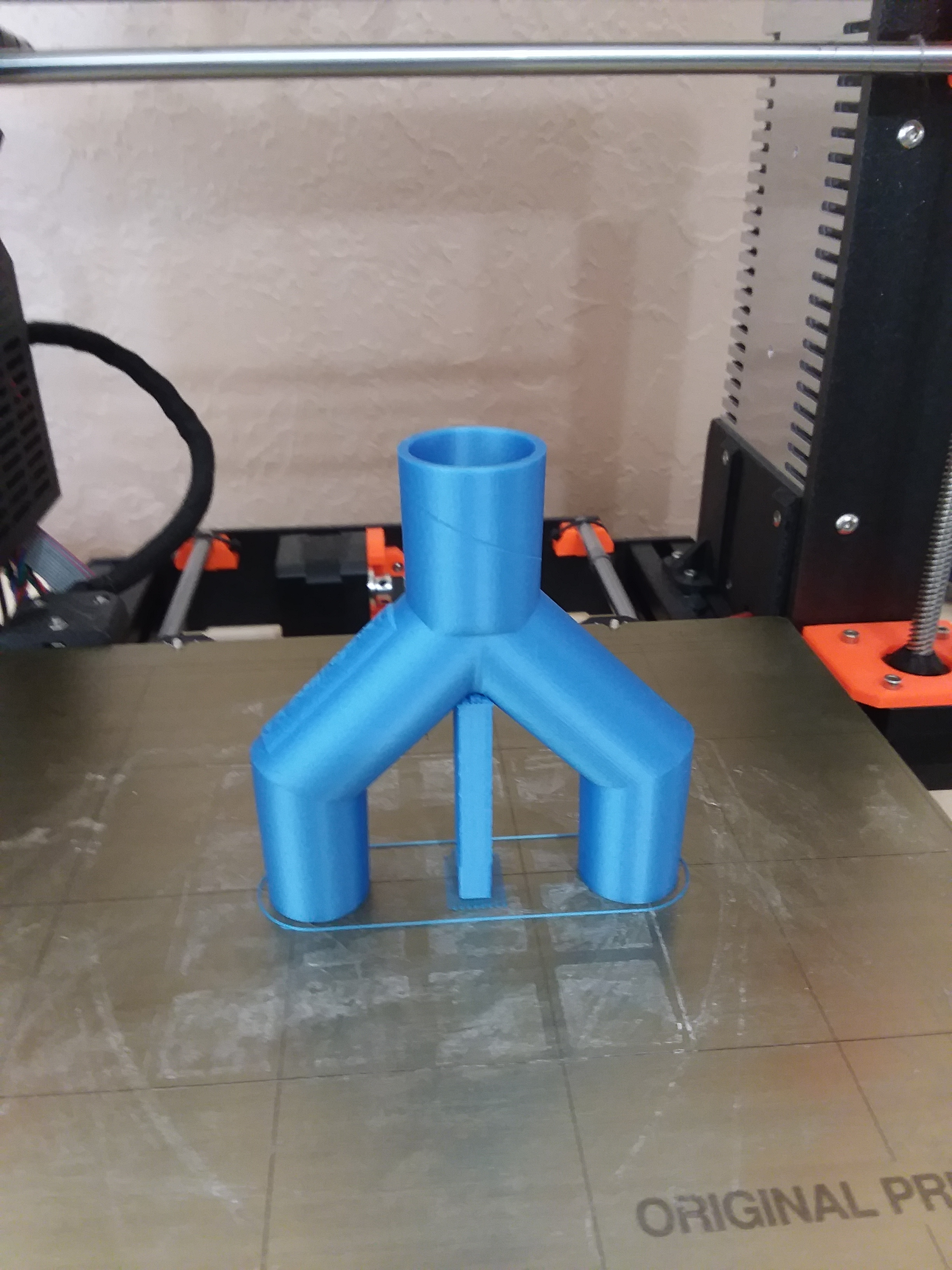
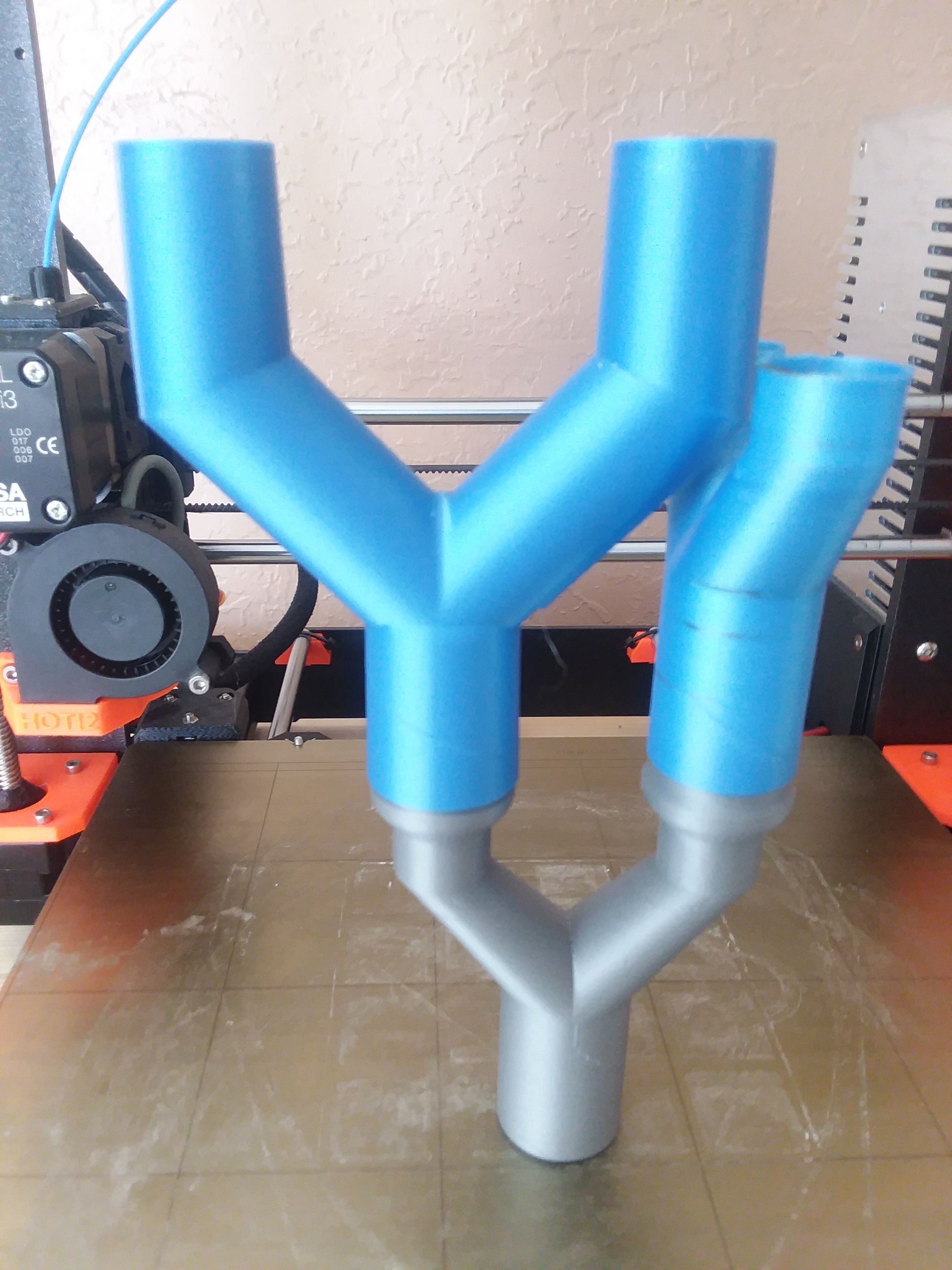
s seems to suggest that 4 vertical layers may be sufficient to build a ventilator splitter. Also tearing no longer occured. Bottom row A ventilator splitter with thicker wal
ls that reduce permeability/leakage the stl file was obtained from http://ventsplitter.org/. The thicker wall ventilator splitter (light blue
) passed the water test described above. Moreover, different splitters can be stacked as needed.